


怎么评定阀门的外观缺陷与鉴定
据2014年长庆油田技术监测中心统计,检验各类阀门 170284只,有 5622只阀门不合格,不合格率为3.30%,其中外观质量检验不合格2817只,占检验不合格总数的 50.11%。 主要有砂眼、气孔、裂纹、机械损伤、缩孔、标志和阀体壁厚不合格等。
由于产品制造、质量检验和现场验收标准的不一致,各标准对缺陷的判定原则不一样,有时会出现不同的检验结论。如锻造阀门产品标准 GB/T 1228-2006中允许在极限尺寸5%或1.5mm范围内的缺陷存在,铸造阀门产品标准 JB/T 7927-2014中允许A和B的2个例子的缺陷存在。阀门现场验收标准 SY/T 4102-2013规定,阀门外表面不得有裂纹、砂眼、重皮、斑疤、机械损伤、锈蚀、缺件、铭牌及油漆脱落等现象。 阀门质量检验标准SH 3515-2013 规定,阀体为铸时其表面应光滑,无裂纹、缩孔、砂眼、气孔、毛刺等缺陷,阀体为锻件时其表面应无裂纹、夹层、重皮、斑疤、缺肩等缺陷。
石油天然气具有易燃、易爆,且腐蚀性强,阀门质量检验除严格执行委托标准 SH3518-2013外,还应参考阀门现场验收规范和我国阀门的制造水平,在择优选择供货厂家,加强出厂检验的同时,阀门质量检验应以缺陷位置、大小、形状,以及阀门的工作压力、工作介质、使用环境等进行综合评定,既能保证产品质量,又能做到公正、公平。
外观缺陷评定,分为以下几点:

阀门外观缺陷统计
一、结构和尺寸的检验
1)、外观特征主要是阀杆端部未加工,阀杆与手轮不能紧密结合,阀门开闭不灵活,或阀体壁厚、阀杆直径、结构长度不符合标准要求,如图2中的 Z41H-25 DN50闸阀,标准规定的长度为 230mm,实测长度为178mm。

结构长度不合格
2)、检验方法
阀门结构可以通过目测检验,阀体壁厚一般使用超声波测厚仪,结构长度一般使用游标卡尺、卷尺、深度尺等工具仪器,壁厚测定时应将被测部位打磨光滑,以免影响测试的精度。阀体最小壁厚一般出现在流道两侧或阀体的底部。
3)、 缺陷评定
阀门结构、阀体壁厚、结构长度、阀杆直径不合格的阀门直接判定为不合格。
二、砂眼和气孔
1)、外观特征
砂眼是铸造阀门的表面常见的缺陷,主要出现在阀门外表面,砂眼内部有砂或白色的渣,外形不规整,深浅不一。气孔一般出现在铸造阀门的内部、表面或近于表面处,表面比较光滑,呈圆形或椭圆形,有时孤立存在,有时簇集在一起,常与夹渣或缩松并存(图3所示)。如果是反应性气孔,通常不大,在铸件表面或铸件表面以下不太深的地方,如果是侵入性气孔,面积稍大,常呈圆形、椭圆形或针孔状。
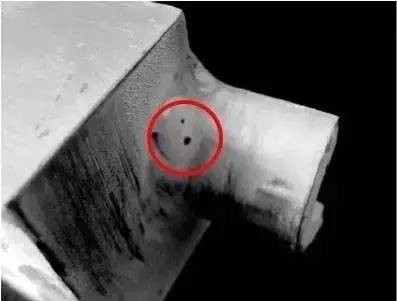
气孔
2)、 检验方法
目视检验即可发现砂眼和气孔。对于阀体内部的砂眼和气孔可借助手电筒,缺陷的深度可采用覆膜法或细铁丝等来判断其深度。对于漆色不同或有明显凹坑的部位应注意,必要时可借助起子等工具剔除油漆,防止缺陷部位被底漆掩盖。
3)、缺陷评定
阀门表面存在气孔或砂眼,将会减小其有效承载面积,容易引起应力集中而降低铸件的抗冲击性、抗疲劳性和致密性,影响铸件的耐腐蚀性和耐热性也有不良的影响$一般阀体与阀盖的承压部位、法兰密封面不允许有气孔和砂眼存在,阀体的浇注口和阀门的法兰非密封面不允许有密集状、 蜂窝状以及深度超过1.5mm或任一个100mm X 125mm面积范围内气孔数量不超过3 个且深度不超过 1.0mm的气孔或砂眼。 对于深度不确定的气孔或砂眼应从严判定,防止出现穿透性缺陷。对于丝杠、手轮、手柄以及支架等部位存在的缺陷只要不严重影响产品的外观、强度和使用性能,可以按照合格品进行验收。
三、缩孔和疏松
1)、 外观特征
缩孔和疏松一般位于铸件阀门的最后凝固的部位(热节处)或结构突变部位(图4 )。缩孔和疏松内表面没有氧化色,形状不规则、孔壁粗糙并伴有许多杂质和细小的气孔。

疏松
2)、 检验方法
缩孔和疏松外观不易发现,压力试验过程中一般会发生渗漏。试验中应注意观察阀门的浇注口、冒口、阀体的收缩部位,试验结束后应用手触摸以上部位,防止油漆掩盖而造成缺陷漏检。
3)、 缺陷评定
缩孔极易造成阀门的结构不连续,出现缩孔或疏松应直径判定为不合格。
四、裂纹
1)、 外观特征
裂纹一般出现在锻压阀门阀体两壁交接的热节部位和结构突变部位,如法兰根部、阀体外壁凸起的表面处(如图5)。裂纹的深度较浅,一般以发纹为主。热裂纹外形曲折而不规则、 缝隙宽、 断面有严重氧化、无金属光泽、裂纹沿晶界产生和发展。冷裂纹一般是直的,开裂处金属表面未氧化,裂纹常穿过晶粒延伸到整个断面。

裂纹
2)、 检验方法
阀门表面的裂纹除用目视检测外,也可用磁粉或渗透检测。
3)、缺陷评定
裂纹的存在减少了阀门承载截面积,而且裂纹端部形成尖锐的缺口,应力高度集中,容易扩展导致破坏。通常明显可见的裂纹是不允许的,无论其位置和大小均判定为不合格。发现裂纹后可以用砂轮打磨,若确认裂纹已经完全消除,且未损伤阀门表面,厚度减薄又不明显,可以判定为合格,否则按退货处理。
五、机械损伤
1 )、外观特征
机械损伤是阀门在运输、搬运、吊装、堆放等过程中产生磕碰性损伤,或下料、切割等形成的加工性损伤,如凸面或平面密封的法兰密封面上的划伤、压痕,铸件冒口气割面和锻件的飞边切割处因不加工而形成的缺陷,如图6 所示。这些缺陷达到一定深度时,也将影响阀门的质量及寿命。

机械损伤
2)、 检验方法
阀门表面的机械损伤目视检验即可发现,缺陷的深度可用焊缝检验尺或深度尺进行测量。
3)、 缺陷评定
凸面或平面密封的法兰密封面上的径向划痕、机械损伤以及内测边缘的缺损,环连接的法兰密封面槽的2个侧面存在划痕和碰伤等缺陷,将影响阀门法兰的密封性,一般不允许存在。法兰非密封、阀体和阀盖表面的划痕和机械损伤只要深度在余量范围内,不影响阀门的整体质量,可以按合格品进行验收。但是对于尖锐的划痕必须打磨光滑,防止出现应力集中。
六、阀体标识及其他
主要是阀体壁厚,结构长度不合格或阀体上压铸的公称压力、商标存在涂改现象,检验过程中应防止套牌或低压阀门代替高压阀门。如图7中的Z41H-25 DN50型阀门,阀体上铸造的公称压力“25“存在涂改,经测厚,该阀门阀体最小壁厚为7.8mm,不符合石油化工工业用阀门最小壁厚8.8mm 的规定,属于 1.6MPa 的阀门打磨标志后代替 2.5MPa 的阀门。
总结
阀门外观质量检验合格后才能进行压力试验,如果外观质量不合格,轻则阀门在试验过程中出现刺漏,重则产生爆炸开裂事故,如果缺陷判定不准,将会造成不必要的浪费,甚至产生质量纠纷。因此,不同阀门的功能和可靠性要求不一样,可接受的缺陷也不一样,阀门表面缺陷的判定要根据阀门的用途、缺陷的类型、位置、大小等综合分析,才能科学、公正、公平进行质量检验,满足油气田工程建设的需要。



同类文章排行
- 英寸DN公称外径之间的换算图片
- 楼宇自控专家江森自控BCPro系统上市,系统安装使用更高效
- 中央空调温控器知识总结
- 简要说明江森电动调节阀操作方法
- 智能液晶温控器接线图
- 江森自控与无锡国联集团、无锡地铁集团及兴业银行联合宣布成立合资企业
- 江森电动阀的主要性能及种类指哪些?
- 柯耐弗中央空调计费系统简介
- 自动阀门与手动阀门的操作与使用
- 阀门标志的规定,及球阀和蝶阀优势分析
最新资讯文章
- 2020,一起再出发!
- 霍尼韦尔在中国发布丙烷脱氢前沿技术展望报告
- 赋能一线,创赢未来 —杰克龙精工第十五届全国经销商大会顺利召开
- 西门子与泸州老窖集团有限责任公司签署战略合作协议
- 新型冷水机组完美解决电子巨头制冷刚需
- 万众瞩目!VG1600系列六通阀正式发布
- 霍尼韦尔3.5吋智能触摸控制面板
- 迎接全国防灾减灾日 守护儿童健康成长
- 成为中国式竞争者——霍尼韦尔支持中国智能制造发展
- 湘江财富金融中心FFC
您的浏览历史



 扫一扫
扫一扫 扫一扫
扫一扫